forums.iboats.com
forums.iboats.com
IF??? your fingernail get caught on the grooves it will need a re-boreNow to the cyl wall findings. It is scarred.
Can honing clear it? What type hone flex, stone or brush?
From What I read the ball hone is the best. The other 2 get stuck and can cause pitting. They use muriatic acid to get any caked aluminum off. Then they use honing oil for the surfacing. Hope I don't have to rebore it.
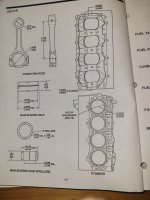
The cylinder is a sleeve. I remember long time ago when I did my first engine on a Renault 5 little car it was sleeved and I actually replaced the sleeve no biggie but this engine is different and the sleeves looked pressed in there with some plastic material between the sleeves.
Measure the Cylinder-wall, the only way to find outFound this older thread I hope mine is not already oversized.
1990 Force 120 Cylinder Bore HELP !
I have a 1990 Force 120 . I bought the motor and didn't do a compression check. The motor ran and shifted o.k. so I thought it was fine. Not knowing about doing a compression check, I found out the hard way . One piston had 0 compression. The others were fairly high140. I disassembled the motor...
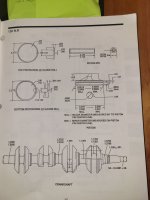
StandardThese are the specs in my book which is for a 92 but should be the same I think.
Is 3.375 max or standard?
Yeah, they can be a bugger to come off without damagingSo I hit another snag trying to take out the flywheel. The 3 holes that they provide size M6x1.0 are a freaking joke. Who the heck engineered this for a used stuck corroded flywheel to use those size bolts
in aluminum. They basically got pulled out instantly so I made the holes bigger and bigger. Went through M7, M8, M10. And they all came out. Finally a light bulb turned on and I decided to go to tge next level M12 but I used a set of EZ Loc thread repair system and gieswhat that **** got locked in baby. Hammer time and gas torch it pulled that headache out.
This was the newer flywheel. The one from the second engine looks like it's an original 1990. Don't even wanna think about taking it off right now.Yeah, they can be a bugger to come off without damaging
Inspect the tapered part of the shaft & fly-wheel it may need some good cleaning (don't loose the key)
I would snap-off if I don't use snap-on right?I'm not in Canada, try Snapoff?